无锡威孚消声器焊接项目

产品详情
产品参数
产品图片
焊接对象:
工件名称:后消;
工件材料: SUS304、409、441、436、Q235;
工件板厚: 1.0~2.0mm;
工件焊前状态:散件;
焊接工艺及方式:
焊接工艺:采用熔化极惰性混合气体保护焊(96%Ar+4%CO2),焊丝直径Φ1.0mm;采用机器人自动焊接。
焊接方式:采用单机器人双工位三轴垂直翻转变位机焊接工作站结构方式;专用焊接夹具定位夹紧(焊接夹具甲方自备),外部协调轴控制工件旋转实现机器人自动焊接;
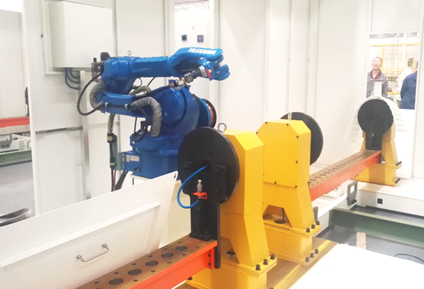
功能简介及特点:
该焊接工作站采用单机器人双工位三轴垂直翻转变位机的布置方式;工作站总体布局采用壹套固定座式焊接机器人+壹套三轴垂直翻转变位机+安全栏;;变位机的两个回转轴均可与机器人系统进行联动控制,为机器人的外部轴,翻转轴采用伺服电机及PLC进行精确控制,能够获得最佳的焊接位置和提高生产效率。
为方便进行不同规格工件焊接及参数设置,控制系统采用PLC+工业触摸屏方式进行控制和操作,使整套设备具有更大的柔性及灵活性,并可有效提高生产效率。
工作站布局:单机器人双工位三轴垂直翻转变位机布局;即:壹套座式弧焊机器人+壹套三轴垂直翻转变位机+半封闭安全栏,A工位装夹,B工位焊接,AB工位交替进行。
外部轴系统:
该系统由交流伺服电机、伺服电机配用高精度减速器、伺服包、电机电缆及外部轴控制软件等组成。
主要作用:按系统控制器程序设定将工件旋转,与机器人联动控制工件旋转定位。
三轴垂直翻转变位机:
变位机采用交流伺服电机经高精度减速器驱动,重复定位精度高,通过外部轴协调控制软件与机器人协调控制,作为机器人系统的第7、8轴使用;本工作站变位器采用头尾架结构,单边动力驱动。
主要作用:改变工件焊接位置。
主要技术数据:
翻转轴额定承载:≤1000kg;
回转轴额定承载:≤500kg;
运行停留位置:任意;
变位重复定位精度(R=250mm):±0.2mm;